
上期我们介绍了测量系统分析中的分辨力(Discrimination)是指测量系统识别并反映被测量最微小变化的能力。参量系统分辨力不高,就无法正确识别过程的波动,因而影响对测量结果的定量描述。如下图:
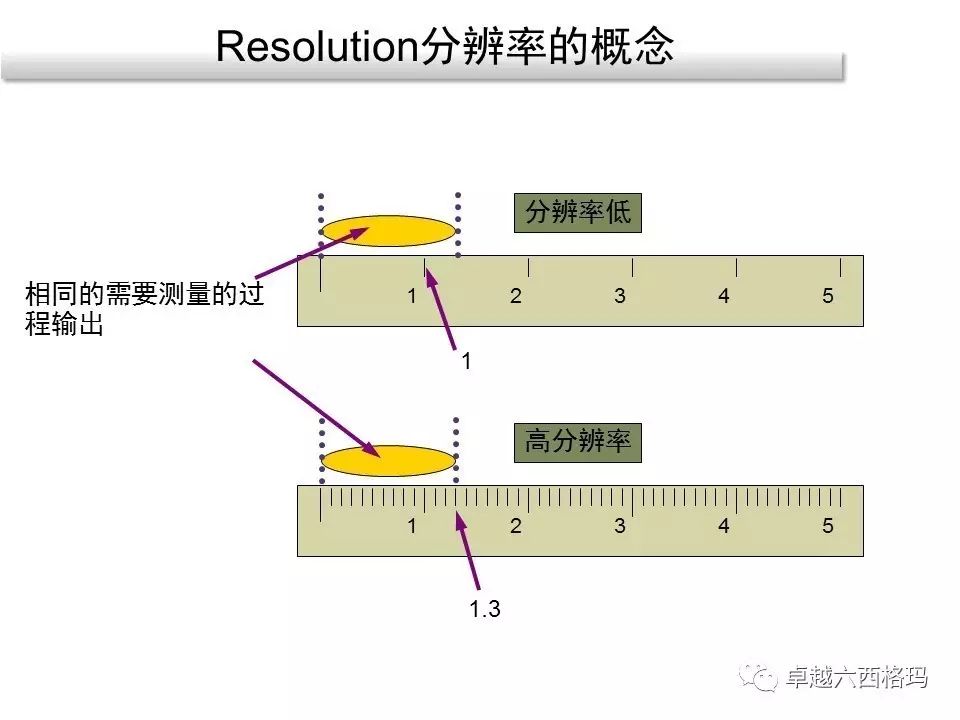
由于两种测量仪器的最小刻度不一样,因此测得的结果的精确度也不一样。在实际生产中,常用测量仪器的最小刻度值来反映测量系统的分辨力。
判断的准则:
为了帮助判断测量系统的分辨力是否合格,一般会有如下三种方法加以判断:
1. “十分之一”原则:
我们用Unit来代表量具的分辨力,一个好的测量系统必须满足如下要求:

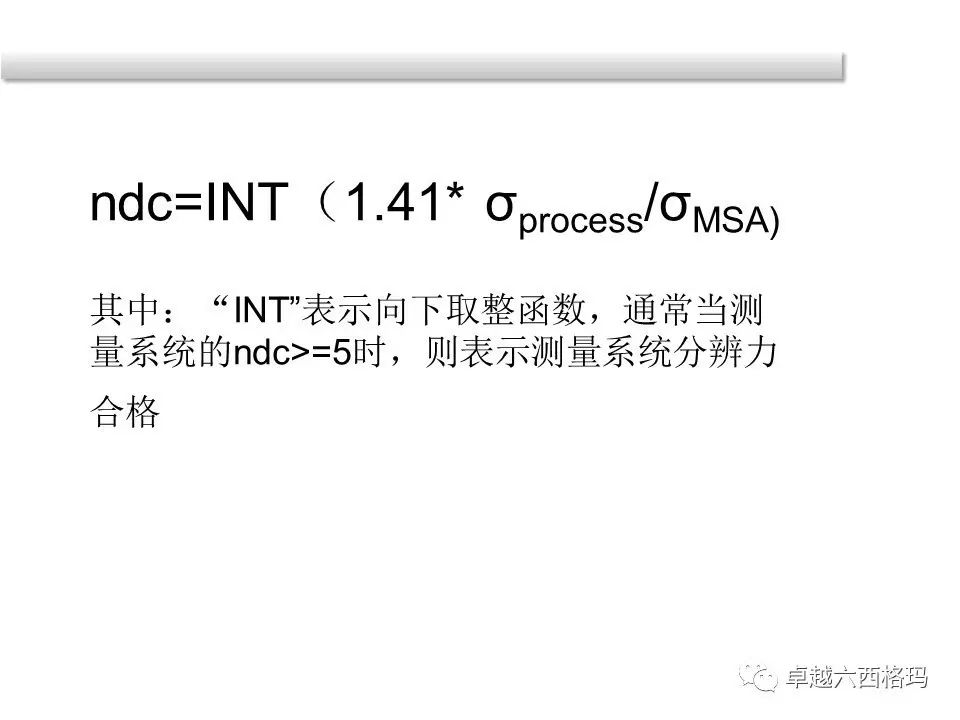
2. “可区分组数ndc”原则:
在统计分析后有测量系统分析后由测量系统所得出的两个标准差而确定的可分辨数据的组数来评价测量系统是否有足够的分辨力。即:根据工艺波动σprocess和测量系统波动σMSA和,定义出可区分组数(number of distinct category , ndc)
在这里我们需要分析一下两种方式的差异:第一种方法比较简单,如果我们买仪器的时候就可以对仪器的分辨力提出要求。但是,总体上讲这个方法比较粗糙,不是很精确;
但是第二种方法(ndc)则需要在完成测量系统分析得出重复性和再现性之后,才能给出判断。如果是刚开始接触测量系统分析并进行分辨率判定的时候就相对比较繁琐,所以我们的建议是新手在初次购买仪器时,可以使用第一种方法;对已有的仪器进行分辨力评估时,可以使用第三种方法。
还有一种方法就是利用控制图(这些内容在之后会给大家介绍):
1. 极差控制图法:
如果一个测量系统分辨力不足,它会在极差控制图或移动稽查控制图中表现出来。具体说就是如果测量系统分辨力不足,则极差控制图或移动极差控制图有如下两个特点之一:
l 极差图中只有1-3中可能值在控制限范围之内;
l 极差图中有4种可能值在控制限范围内且超过1/4以上的极差值为零;
以下例子可以帮助大家理解极差控制图的方法:
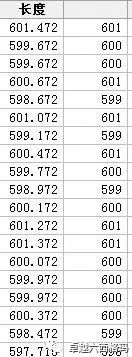
-实际数据如下
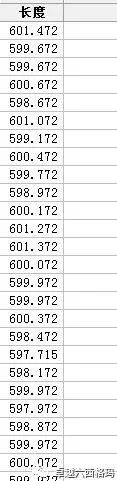
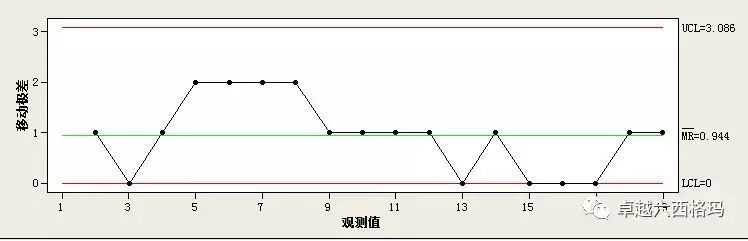
-根据以上数据完成移动极差控制图:
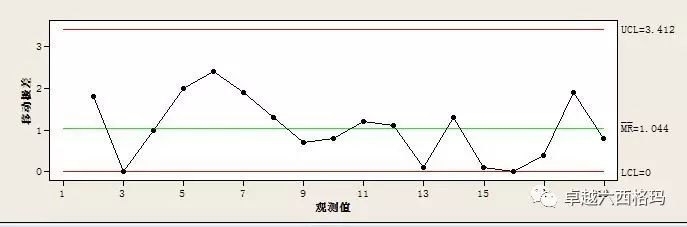
说明:以上的移动极差控制图中,极差可能有五个以上,说以说该过程的测量系统的分辨力是足够的!
-将原始数据进行四舍五入并保留一位小数后的数据如下:
-根据”四舍五入“后的数据,画出新的移动极差控制图如下:
说明:在”四舍五入“之后,新的移动极差控制图中的可能值减少为三个。
实例总结:从以上两张移动极差控制图可以看出,当分辨力从“0.001”降低到“1”之后移动极差控制图的可能值从多个变成了三个。
当使用以上三种方法发现测量系统或仪器分辨力不足时,我们就要考虑使用分辨力更好的测量系统或仪器了。
问题:
在以上第二种方法中,我们需要得到可区分组数(ndc),通过可区分组数来判定测量系统的分辨力是否足够,那么ndc是越大越好还是越小越好?该值为多少才说明测量系统的分辨力足够呢?
学习六西格玛添加老师微信:newlifes008






